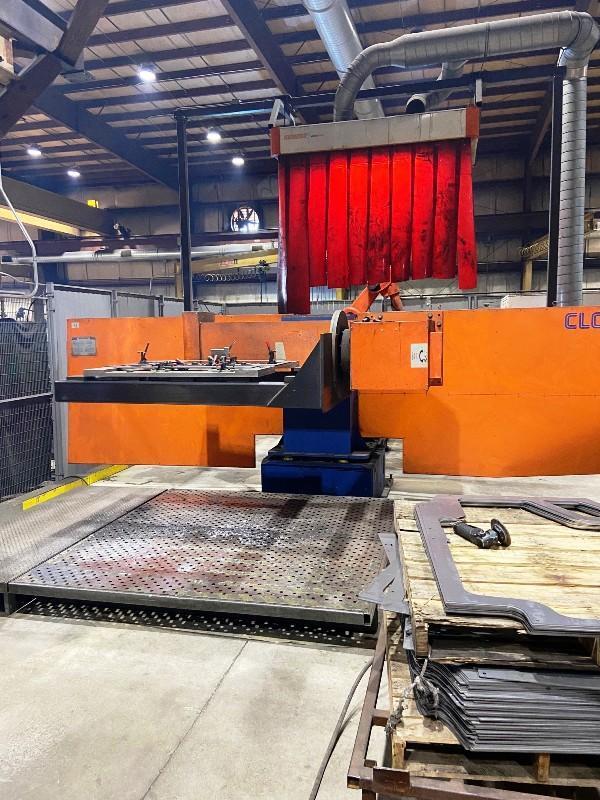
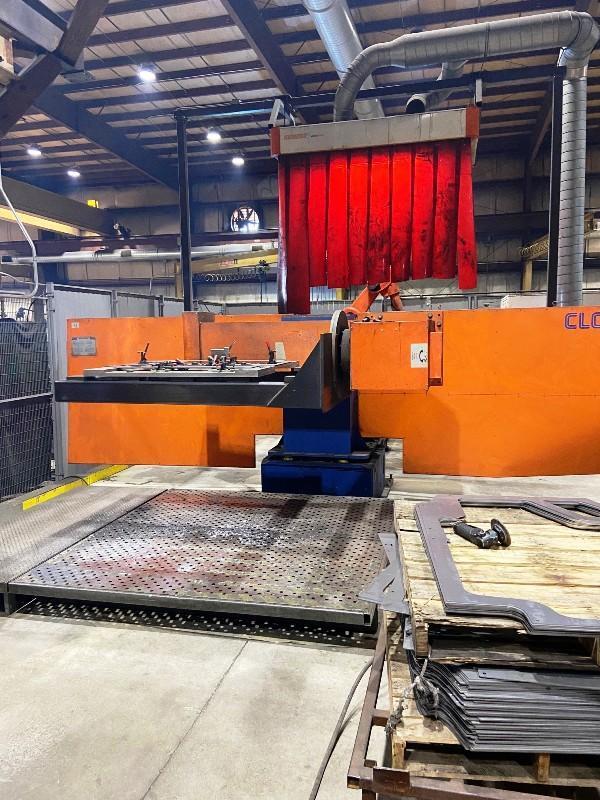
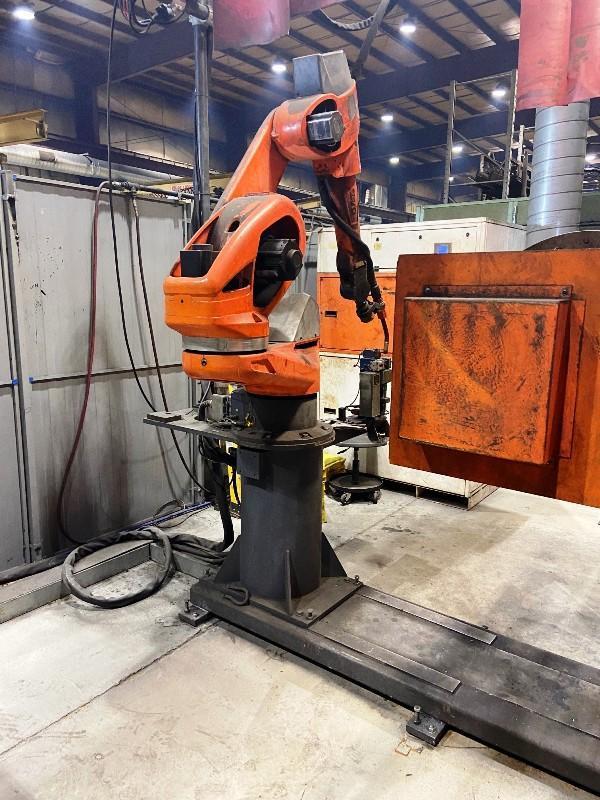
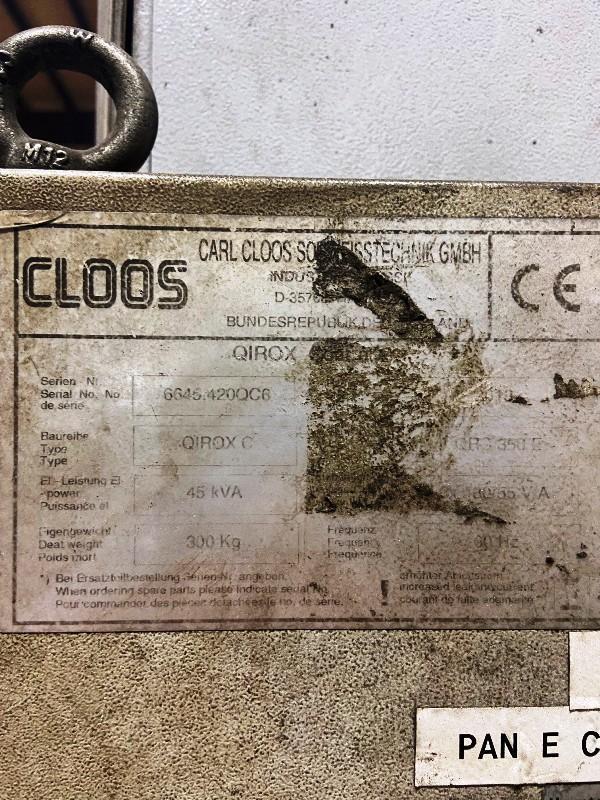
CLOOS MODEL QIROX ROBOTIC WELDING POSITIONER
New 2013
SPECIFICATIONS:
QIROX welding robot QRC 350-E Max. load: 15kg working space Ø 4500mm 1 with control V6 Advanced 7 Connecting cable Qirox Controller pluggable QRC/H Additional price per meter Teach pendant with touchscreen with LED-backlight 8,4" Connecting cable PHG as fiber optics 8m integrated welding interface welding-software Digital in- and outputs 16 serial interface CAN-Bus Keyboard USB-interfaces 2 Expandable up to 16 external axis bus installation space for peripheral equipment 1 roof cooling unit Top Therm 3383 1000W 1 Prepared for interface Qineo / Quinto II 1 central voltage supply Qirox Controller Advanced for a robot and a power source 1 flash drive 2GB ≥ V05 1 Buffering 24V 1 MANAX station 1 max. 2 axis 1 MANAX station 2 max. 2 axis 1 Robot accessories single wire / balancer upright/
SENSORS
1 touch sensor Qineo 60V touch sensor gas nozzle
SOFTWARE
1 point editor in robot control 1 Software language English Base Frame 1 Base frame for compact systems upright robot QR-WP-DH-… Networking 1 computer coupling QIROX Controller (first robot) wiring between robot and PC is carried out by the customer or at cost 1 CAROLA EDI incl. point editor without hardware (PC) network card, wiring between Rotrol and PC is carried out by the customer (One time license for up to 8 robots) Off line programming 1 RoboPlan complete version net 1 user USB 1 RoboPlan option macros f. course and orientation 1 RoboPlan option gravity position 1 RoboPlan system modeling for compact and similar systems
WELDING TECHNOLOGY
1 Qineo Pulse A 450A CAN without operating module 1 Operating module Master 5m RPU 1 Wall holder 1 Cable Qirox -Qineo CAN Bus 8m 2 earth cable 1 Cable assembly CAW600-5,0H 5m between wire drive unit and power source 1 Wire drive unit QWD-A,SZ/WA/DFW/WEC/CDD for Qineo 1 Torch cable BSP CAW 3,5H-SZ 2 Welding Technology Included
Qineo QWD-A-SZ/ QWD-AR-SZ 1 torch bracket for MRW cpl. with collision sensor 10° 1 MRW 500-35°-78/273 robot welding torch 1 connecting flange 1 setting jig for MR
POSITIONER
1 DH-TS-10kN Two-station positioner with horizontal station changeover and two work piece positioners with vertical turning and swiveling movement technical data: faceplate load: 10 kN Max. nominal torque in Nm: 1700Nm Max. swiveling moment in Nm: 20500Nm mass moment of inertia: 1200kgm² free turning radius: 700-1000mm face plate diameter 600mm face plate height: 1000mm Max. turning speed: 90°/sec 3 Robot Peripheral Equipment N/A 4 Positioner Included
Max. tilting speed: 60°/sec turning range: +/-360° tilting range: 370°
2 Slip ring for faceplate of DH-TS-10kn including: 10 connections for I/O per slip ring 2 connections for Profi bus Air – one way Wiring from control cabinet to slip ring 24 Volt power supply Additional I/O board with 16 I/O
Torch cleaning unit 1 CMR 7C torch cleaning unit 1 Connecting cable CMR-Rotrol 1 cleaning cutter for MRW 500 1 corner bracket for robot base Wire barrel accessories 1 Plexiglas cover only in connection with CLOOS barrel wire with connecting piece R3/8" 5 liner f. wire guiding type 13/8 1m 5 protective hose f. wire guiding type blue /18 1m 2 connection nipple f. wire guiding for liner 13/
Technical description:
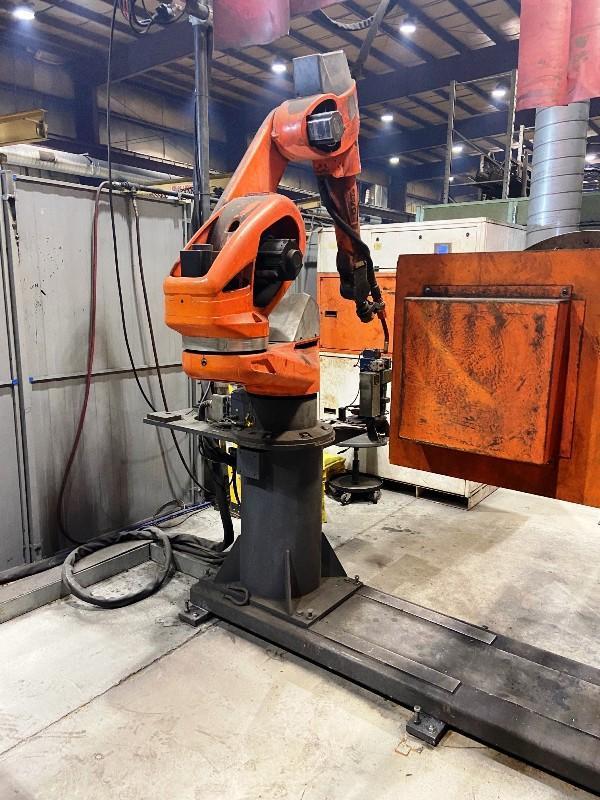
The CLOOS QRC 350-E welding robot is a robust industrial robot in articulated arm construction. The articulated arm principle where all axes have a large indexing range give the welding robot greater dexterity as well as a large hemispherical working range. The robot arm provides rigidity with a slim and compact design. With the high dynamics and backlash-free transmission of power to the axes, it ensures accuracy, speed and repeatability for excellent path welding. The rigid construction of QRC 350-E is evident in that no extra equipment such as a stabilizer, air compensating cylinder or counterweights is required to increase dynamics. The brakes which are integrated in the motor operate according to the closed circuit principle and prevent dangerous movement of the axes, even when a power failure occurs.
Advantages and Benefits for the user:
Robust construction
Optimum dynamics with a high accuracy
Slim and compact design
Digital AC-drive technology
Absolute path measuring system
Large hemispherical working range
Therefore:
→ long service life and long intervals between maintenance work
→ a repeatability of less than 1/10 mm ensures exact working quality
→ easy integration of mechanics into production lines due to the low floor space required and the low weight
→ optimum accessibility of the work piece
→ high dynamics guarantee excellent path accuracy even with high travel speeds
→ easy integration with sensors guarantee optimum quality despite work piece tolerances
→ enclosed cable guides, therefore no damages caused by external influences
→ excellent productivity due to short acceleration and delay times and
high-speed spatial movements of the robot
→ flexible use of the robot due to the articulated arm construction providing greater dexterity irrespective of mounting position
Technical data of robot mechanics:
Configuration: revolving joints
Number of axes: 7
Load capacity: 15 kg
Drive: one digitally controlled AC servo motor per axis
Path measuring system: digital, absolute (resolver)
Repeatability: ± 0,1 mm
Working range: hemispherical
approx. 4600 mm
Dimensions:
Floor space: 500 x 515 mm
Weight: 345 kg
Rotating angle of axes:
Axis 1 340 º
Axis 2 215 º
Axis 3 290 º
Axis 4 358 º
Axis 5 270 º
Axis 6 600 º
Max. speed of axes:
Axis 1 151 º/s
Axis 2 151 º/s
Axis 3 176 º/s
Axis 4 290 º/s
Axis 5 338 º/s
Axis 6 410 º/s
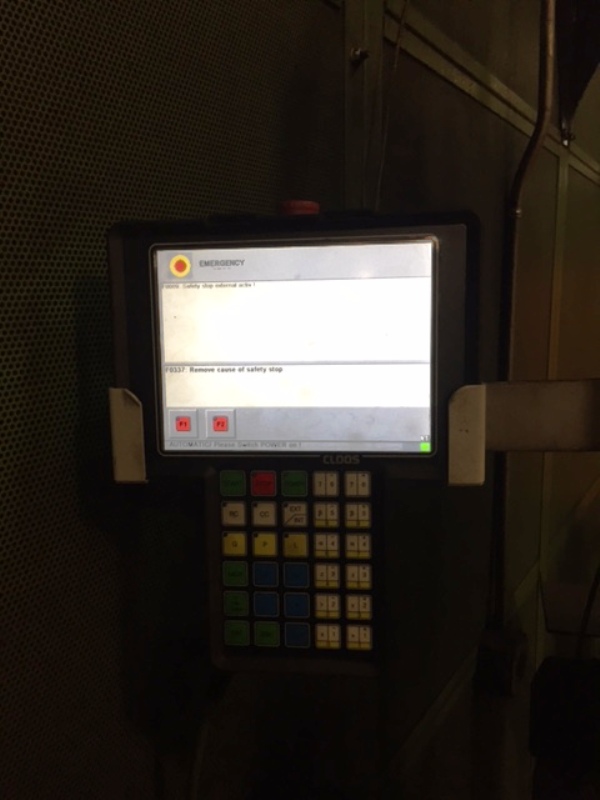
Technical description of the ROTROL® II controller:
When developing the ROTROL II controller it has been important to provide a robust and user-friendly robot controller to the users which has sufficient reserves and convinces by high reliability and flexibility. These characteristic features could be realised due to a modular design, less subassemblies as well as the use of standard components. An industrial PC serves as central processing unit of the robot controller. The central processing unit, which is designed as multiprocessor system, has a considerably short interpolation cycle and guarantees high path accuracy of the robot and external axes even during synchronous operation with high processing speeds. There is space for up to 18 digital servos in the controller. The axes are driven and controlled by the servos which are connected to the CPU via CAN interface. The controller offers a lot of standard industrial interfaces in order to communicate with other machines. Excellent operation and programmability are outstanding features of the ROTROLII controller. On the one hand, the teach pendant with its touch-sensitive operating surface (touch screen) is an easy-to-learn and user-friendly interface between “man and machine“. On the other hand, the CAROLA operating system provides the necessary support to the operators and programmers enabling them to carry out programming quickly and easily.
Advantages and Benefits for the user:
Multiprocessor system
Separate digital controller
Modular design due to use of standard components
Teach pendant with touch-sensitive operating surface
Operating system developed for welding
Therefore:
→ quality is ensured due to short interpolation cycles which guarantee high path accuracy
→ robot reacts quickly to corrective data from a seam tracking sensor
→ multitasking operating system
→ digital control of the robot axes guarantees trouble-free, application- specific control of the robot and external axes
→ all components have long service lives
→ modular design reduces downtime in case of maintenance work
→ considerable time and cost saving due to quick generation of programs
→ user-friendly and intelligent menu guidance due to 8“ colour display with a Microsoft Windows surface
→ functions are displayed by symbols, therefore the operator gets quickly familiar with the functions because he does not have to learn a programming language
→ easy to operate since the teach pendant has only 30 keys
→ inputs are carried out by touching the functions which appear on the display, therefore the entry of wrong commands is avoided
→ easy adaptation to varying welding tasks
→ welding parameters are entered by means of physical values
→ restart at the interruption point – with or without lap start – even after switched off controller
→ optimum communication between robot controller and welding machine
→ serial coupling of the QUINTO Profi (SD) welding machine enables complete programming of the welding machine via controller
→ rapid and easy optimisation of welding parameters during the process
Technical data of the controller:
Basic design of the control cabinet
Closed industrial PC feed for central processing unit and special multiprocessor design.
Connection possible via bus system for an input/output function in the control cabinet.
User memory
440 KByte battery buffered memory
Safety technology according to EN 775
Operating modes / selection of operating modes
Independently working monitoring computer controls the basic axes of the robot.
Control routines of set and actual values.
Interfaces (if required)
Printer connection
Serial control for welding machines
Analogue interface for welding machines
Binary interface for welding machines
LAN-Interface
Coupling for sensor systems
Field bus system: Profibus-DP
Control of NC axes
1 digital drive system per freely programmable axis
Inputs/outputs for the user (if required)
1 block with 16 digital inputs and 16 digital outputs (max. 64),
can be extended to blocks with 16 inputs/outputs each (max. 64),
blocks with 4 analogue outputs and 2 analogue inputs
Input/output medium – operation and programming
PHG (teach pendant) with 8” colour display and touch-sensitive surface
ASCII-keyboard, can be put into the control cabinet
Backup via 3.5" floppy disk drive in 1.44 MB format (HD)
USB Port
Operating panel is integrated in the robot controller
Environmental conditions
Ambient temperature: +5 to +45°
Air humidity: 10 – 80% in the case of tolerances additional measures can be taken
Type of protection: IP 54 in case of closed keyboard flap
Connection line between robot
and control cabinet: 5 m, fixed
Standard finish: pebble gray RAL 7032
Dimensions:
Height: 1800 mm
Width: 800 mm
Depth: 700 mm
Weight: approx. 300 kg in the case of 6 axes
Point Editor
Technical description:
The Point Editor option incorporates the ability to program new points as well as modify, copy and delete existing points without PHG (teach pendant). The Point Editor is operated via the monitor of the robot controller. Position changes of individual, grouped or complete points of a program can be corrected quickly and easily without having to approach the positions with the robot. All point parameters can be changed. Positions can be changed either in the basic, manual or robot coordinate system or in the individually defined work piece coordinate system. A further function of the Point Editor is the „ZOOMING“of work piece point structures. The increase or reduction of the point structure of a work piece enables rapid generation of a similar program, which belongs to a product family. The operator may also copy points for a new program, for example, reducing the programming time considerably. An outstanding feature of the Point Editor is its easy, menu-guided operating surface, which enables the operator to quickly use all functions.
Advantages and Benefits for the user:
Programming of new points on the monitor
Modification, copy and deletion of points on the monitor
„ZOOMING“ of point structures
Therefore:
→ Productivity of the robot system increases because of shorter programming time
→ Considerable saving of time when changing points without having to approach the positions
→ Rapid generation of point structures which belong to a smaller or bigger work piece
→ Simple, menu-guided surface
Advantages and Benefits for the user:
Loading/unloading work is simplified
Productivity of the robot system is increased
Tacking and processing with only one fixture
Therefore:
→ Simplification of loading/unloading work relieves the operator
→ Acceleration of the tasks carried out by the operator reduces cycle time
→ Investment cost is reduced since the necessary tacking work as well as the processing by the robot are carried out with the same fixture
Touch sensor: gas nozzle
Technical description:
The work piece or weld start position can vary for several reasons. Material tolerances or work piece distortions, which occur during welding by heat supply, are two of the many reasons. A robot equipped with a tactile sensor enabled will find out the position respective to the weld seam before processing start. The gas nozzle is used as a measuring device. Thereby the sensor has the same working area as the robot without restricting its flexibility and accessibility. The search routines are carried out near the weld start at the edges of the work piece. The robot executes up to 3 search routines de-pending on direction and size of the tolerance in order to analyze the difference between the work piece to be welded and the position stored in the robot controller. The robot approaches the work piece from 3 directions (X, Y, Z coordinates) to achieve exact measuring results. In case the tolerance appears only in one direction, one search routine is sufficient. The search routine consists of one straight line. The robot with an activated sensor moves the gas nozzle in the work piece direction. If the gas nozzle touches the work piece, the robot stops its search movement, stores the current position and starts with the next search routine respectively with the processing of the work piece. Based on the achieved measuring results, the robot controller calculates a vector. Size and direction of the tolerance are contained in this vector. If the robot controller adds the vector to the programmed positions (points) the gas nozzle sensor will transmit the achieved measuring results. Processing takes place at the right work piece positions without quality loss.
Advantages and Benefits for the user:
Balancing of work piece tolerances
Increased productivity of the robot system
Robust construction
Therefore:
→ Robot program is adapted to the work piece tolerances
→ By finding out the tolerance at seam start and seam end a complete straight-lined processing line can be adopted
→ No investments in expensive clamping fixtures
→ The range of work pieces to be processed with the robot system is increased
→ The sensor doesn’t need any additional sensitive components which are mounted at the robot
→ Accessibility and flexibility of the robot will not be restricted
Robot accessories (standard for upright robot)
Technical description:
The robot accessories contain all necessary components to enable mounting the robot mechanics and wire drive unit to the peripheral equipment as well as all components for the guiding of the cable assembly from the wire drive unit to the torch bracket.
Content of the robot accessories:
→ Base for raised mounting of robot mechanics
→ Fixing material for robot mechanics
→ Support for mounting of the wire drive unit
→ Fiber line rod for cable assembly guide
→ Turntable fixing device for the fiber line rod
→ Various small parts
Cooling unit for robot control ROTROL II
Technical Description:
High ambient temperature, large humidity or a strong heat formation inside the robot controller by e.g. servo controller for external axes with high performance makes an efficient cooling necessary. Instead of a heat exchanger, a cooling unit is installed which is mounted at the standard controller. The adjustable electronic regulation ensures a constant temperature inside the controller.
Advantages and Benefits for the user:
Large cooling capacity
Constant temperature inside the robot controller
Therefore:
→ Guarantees operational safety of the controller during high ambient temperature and large humidity
→ Internal temperature of the control is independent of the surrounding
→ Service lives of the components are increased
Welding torch type MRW 500
Technical description:
The robot welding torch must meet all the necessary requirements. Stability of the used components, slim shape and optimum cooling characteristics are the most important criteria. Aside from the mentioned points the robot welding torches of the MRW series dispose of additional advantages. Decisive features for a constant welding current are that the current transmission to the wire always takes place in the same position in the current tip. In order to fulfill this demand, the welding torches are equipped with a forced ignition. Constant weld seam quality and the reliable function of the arc sensor (option) are guaranteed. A setting jig is included in the scope of supply to control the welding torch geometry. A coupling unit which is integrated into the welding torch bracket makes it possible to dismantle the welding torch without influencing the cable assembly and vice versa. The support for the welding torch guarantees an optimum repeatability, if the welding torch – for example after being checked in the setting jig – is mounted to the welding torch bracket again.
Advantages and Benefits for the user:
Slim shape
Connectable by means of a coupling unit
Forced ignition
Long service life
Directly cooled gas nozzle
Therefore:
→ Optimum accessibility
→ Reproducible position of the welding torch
→ Setting jig for checking the welding torch geometry is included in the scope of supply
→ Constant weld seam quality is guaranteed
→ High cooling agent throughput
→ Wear parts can easily be replaced
Technical data:
Power
500 Ampere 100% duty cycle – mixed gas
540 Ampere 100% duty cycle – with C02
Wire diameter
0.8mm to 1.6mm
Torch cable assembly
Technical description:
The torch cable assembly establishes the connection between wire drive unit and welding torch. It has quick action couplings on both sides to enable quick and easy exchange. Especially selected materials as well as the installation of kink protection elements on both sides provide a very long service life of the torch cable assembly. A coupling unit that is integrated into the torch bracket connects the torch cable assembly to the welding torch. This coupling unit enables the dismantling of the welding torch without influence on the torch cable assembly or vice versa.
Advantages and Benefits for the user:
Solid flexible exterior hose (envelope)
Quick action couplings on both sides
High-quality materials
Therefore:
→ Effective protection of the cables and hoses from mechanical influences, dirt and humidity as well as weld spatters
→ Mounting and exchanging of the torch cable assembly is carried out very quickly and without influence on the position of the welding torch
→ Easy and economical repair in case of possibly damaged components
→ Long service life
→ No influence on the offset speed and motion of the robot
Technical data:
Lengths
2.5m / 3.0m / 3.5m
Connections
welding current cable
shielding gas
forward and backward run to cool the torch
Control cables
wire forward
collision sensor connection
control cable for gas nozzle
sensor HSK (option)
DUO-DRIVE connection
Torch bracket with integrated collision sensor
Technical description:
The welding torch is coupled to the mounting flange of the robot via a torch bracket. In case of a collision with the work piece, the welding torch is protected from damage by a collision sensor that is integrated in the bracket. The welding torch and the cable as-sembly are connected to the bracket via central connections. Another advantage to this system is the quick and simple exchange of the component as well as low set-up times. The welding torch has a very slim shape so that accessibility to the welds are not affected. This provides the means to weld seams that are difficult to reach.
Advantages and Benefits for the user:
Compact construction
Integrated collision sensor
Therefore:
→ Accessibility of the welding torch is not affected
→ Minimum set-up time due to central connections of the cable assembly and welding torch
→ Welding torch is optimally protected in case of collisions with the workpiece due to a collision sensor which reacts in all directions
Torch setting jig
Technical description:
As a jig of the robot the welding torch has a fixed geometry. With the welding torch, which is mounted to the robot, the points at the work piece are approached and programmed. A setting jig is required in order to recognize and, if necessary, eliminate modifications in the welding torch geometry. The welding torch can be quickly removed from the robot by means of a central connection, adjusted in the setting jig and then again be mounted to the robot, the setting jig can be considered as a simple, indispensable auxiliary device.
Advantages and Benefits for the user:
Easy and quick application
Checking of the welding torch geometry
Therefore:
→ Easy mounting when being used
→ Reproducibility of the wire tip position for the welding process
→ Indispensable auxiliary device if the welding torch hits the work piece for example
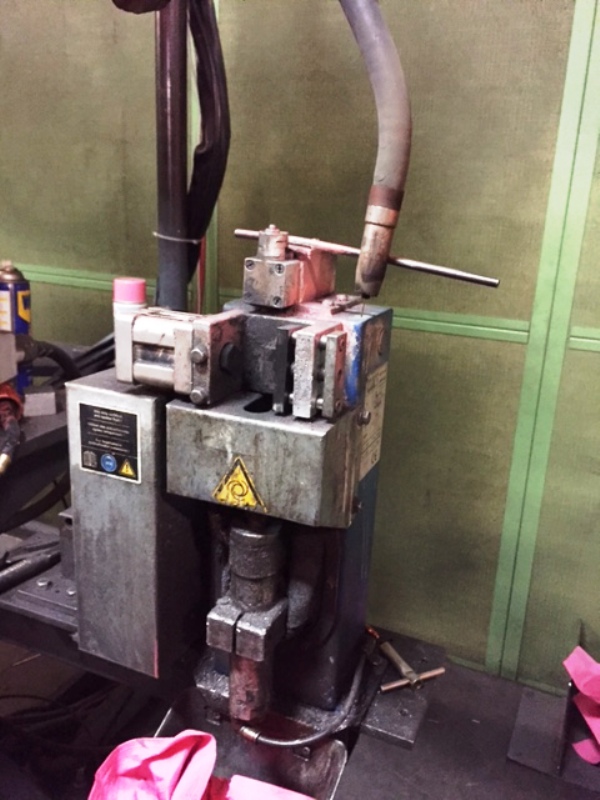
Mechanical torch cleaning unit CMR
Technical description:
The mechanical torch-cleaning unit is an indispensable part of each GMAW welding robot system. This feature provides a method to clean the interior of the welding torch automatically and prevents the adherence of weld spatters. The robot moves the welding torch into the cleaning position. Two rotating blades remove adhered impurities from the interior of the torch. After the cleaning process the gas nozzle is sprayed with an anti-adhesive spray to prevent the adhesion of weld spatter and makes cleaning easier. The number of cleaning sequences depends on various conditions as e. g. type of process, gas, material and its surface, etc. The programmer determines the frequency of cleaning sequences in the working program of the robot controller.
Advantages and Benefits for the user:
Reduction of downtime
Increases service life of the welding torch components
Gas nozzle is sprayed with anti-adhesion spray
Manual operation is no longer required
Therefore:
→ Productivity of the robot system increases
Manual operation is no longer required
Interruptions because of arc malfunctions are reduced
→ Constant weld seam quality is guaranteed
→ Reduction of operating expenses due to long service life of the welding torch components
→ No adhesion of weld spatter at the gas nozzle
→ Programmer determines the frequency of cleaning sequences
→ Cleaning sequences can be combined with movements of the external axes in order to reduce program run time
Positioner
Two station work piece positioner type DH-TS-10.0kn
Technical description:
The freely programmable work piece positioner DH-TS-10.0kn has five axes that are driven by servomotors. The robot controller regulates the servomotors. The DH-TS 10.0kn has two stations. The first servomotor ensures a quick change and exact positioning of the stations. Two others move two axes on the stations respectively. The first of these axes swivels an angular body that is equipped with a faceplate. The second servomotor of this station drives the faceplate. The work pieces that are mounted to the faceplate and fixed by fixtures can be programmed into an optimum position for processing. As the working cycle’s loading/unloading (operator) and processing of the work piece (robot) can be carried out simultaneously in different stations, the utilization ratio of the robot system is considerably increased. The operator works together with the robot. The indexing table is provided with an effective protection equipment between the stations in order to keep damaging influences, which arise during processing of the work piece, away from the operator. The required media (compressed air, control cable, etc.) is supplied from the floor via a guiding tube in the center of the indexing table and further via bores in the faceplate to the fixture. The synchronization of the robot axes with the motions of the work piece positioner enables the robot system to follow complicated work piece contours. The operating system supports the operator during programming by means of functions specially developed for this task. These functions significantly reduce the time in which the user programs each contour.
Advantages and Benefits for the user:
Robust steel construction
Freely programmable servo motors
Quick change of the stations
High repeatability and large turning ranges
Synchronization of the robot axes with the motions of the
Work piece positioners
High utilization ratio due to two stations
Therefore:
→ Long service lives
→ Increased utilization ratio due to the fact that operator and robot work together
→ Considerably increased processing quality
→ Processing of complex work pieces is possible
→ Work piece is always in optimum position for processing
→ The robot uses the time which the indexing table needs for the change of the station e.g. for cleaning the welding torch
→ Generously designed servo drives enable high travel speeds
→ The synchronization of the robot axes with the axes of the work piece positioner enables easy processing of work piece contours
→ Simple and rapid programming
Technical data:
Time for change of station
6 sec
Faceplate load
10.000 N
Swiveling moment
20500 Nm
Torque
1700 Nm
Mass moment of inertia
1200 kg/m2
Faceplate diameter
600 mm
Therefore:
→ Long service lives
→ Increased utilization ratio due to the fact that operator and robot work together
→ Considerably increased processing quality
→ Processing of complex work pieces is possible
→ Work piece is always in optimum position for processing
→ The robot uses the time which the indexing table needs for the change of the station e.g. for cleaning the welding torch
→ Generously designed servo drives enable high travel speeds
→ The synchronization of the robot axes with the axes of the work piece positioner enables easy processing of work piece contours
→ Simple and rapid programming
Technical data:
Time for change of station
6 sec
Faceplate load
10.000 N
Swiveling moment
20500 Nm
Torque
1700 Nm
Mass moment of inertia
1200 kg/m2
Faceplate diameter
600 mm
Interface control
Technical description:
The interface control is an interface between the robot controller on the one hand and the surroundings on the other hand. The surroundings include safety equipment such as workplace protection, light barriers as well as start pre-selection panels and additional components like conveyor belts for material transport or work piece control. The exchange of signals between robot controller and interface control is carried out by means of digital signals. A central voltage supply for all components included in the system as well as customer specific control elements can be integrated into the interface control.
Advantages and Benefits for the user:
Mounting of all control elements for the surroundings
Space reserves
Sequence coordination is carried out in the robot controller
Therefore:
→ Trouble free dialogue between robot controller and interface control via potentially separated digital in- and outputs
→ Clear integration of all safety equipment into the system
→ Sufficient space for supplementing and retrofitting
→ Coordination of the motions in the robot controller with common programming language for robot and surroundings